上一期我们就散热器如何选择好的铝型材做了详细的介绍和说明。本期我们简单的对铝型材散热器加工技术及锻造过程介绍进行描述,作为专业的铝型材散热器、电子散热器生产制造厂家镇江新区电子散热器有限公司,我们将尽心整理并发布各种型材散热器相关知识,竭诚为您服务。
很多人对铝型材散热器加工的成型过程感到很好奇,很好奇究竟是怎样的加工能让它成为这个样子。
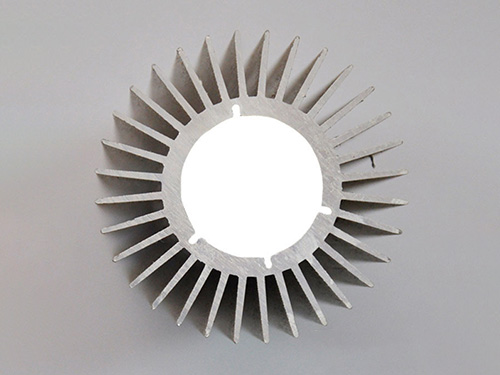
铝压铸技术
除了铝挤压技术之外,另外还经常用来制造散热过程中的铝压铸,铝锭熔化成液体,填充到金属模型中,使用压铸机直接压铸成型的散热片,使用压力法可以制成各种翅片立体形状,散热片可根据需要制作复杂的形状,还可与风扇和气流方向做出分流效果的散热片,并且可以制成薄而致密的翅片,以增加冷却面积,因为工艺简单而且被广泛使用。常用的压铸铝合金为ADC12.由于压铸成型性能好,适用于薄铸件,但导热系数差(约96W/mK),现在国产AA1070铝合金材料作为压铸材料,导热系数高达200W/mK左右,散热好。
但是,对于AA1070铝压铸散热器而言,其一些本身就无法克服固有的缺陷:
(1)压铸表面流纹岩和过度氧化渣,会降低传热效果。
(2)内收缩高时,导热率降低(K <200W/m·K)。
(3)霉菌易受侵蚀,寿命缩短。
(4)成型性差,不适合于薄铸件。
(5)材质柔软,易变。
随着CPU频率的不断提高,为了达到更好的散热效果,使用压铸工艺生产铝散热器体积不断增加,对散热器的安装带来了很多问题,而这个工艺生产的散热片有效冷却面积有限,为了达到更好的散热效果势必会改善风机风量,增加风机流量会产生更大的噪音。
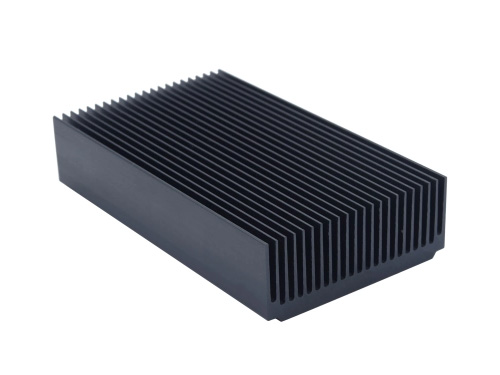
铝挤压技术
铝挤压技术简单地说,铝锭加热到约520-540℃,在高压下使铝流通过槽与挤出模具,使散热器早期胚胎,然后散热器上的胚胎切割,切割槽和其他处理后,我们做了共同的散热器。铝挤压技术更容易实现,设备成本相对较低,而且在早期的低端市场也被广泛应用。常用的AA6063铝挤压材料,具有良好的导热性(约160-180W/m·K)和加工性。然而,由于其自身材料的局限性,翅片的厚度和长度的比例不能超过1:18.因此在有限的空间内难以提高冷却面积,因此铝散热片的冷却效果是差劲,难以竞争今天上涨的高频CPU。
可挠性制程
柔性工艺由铜或铝板,成型机成一体式散热片,然后使用穿刺模将固定在底板上,然后使用高频金属焊接机,并将加工底座焊接在一起,由于连续粘合的工艺,适合厚度比散热片厚,而散热片整体形状,有利于导热的连续性,散热片厚度仅为0.1mm,可大大降低材料的要求,并在热量吸收重量较大传热面积。为了实现批量生产,并且在界面阻抗接口时克服,上下两层处理部分同时进料,自动化一直是过程,上下层联合采矿高频焊接,材料融合防止界面阻抗建立高强度,密切间隔散热片。由于该方法是连续的,它可以批量生产,并且由于重量的显着降低,提高性能,可以提高传热效率。
锻造制程
锻造工艺就是将铝块加热后将铝块加热至降伏点,利用高压充满模具内而形成的,它的优点是鳍片高度可以达到50mm以上,厚度1mm以下,能够在相同的体积内得到较大的散热面积,而且锻造容易得到很好的尺寸精度和表面光洁度。但锻造时,由于冷却塑性流变时会有颈缩现象,使散热片易有厚薄、高度不均的情况产生,进而影响散热效率,因金属的塑性低,变形时易产生开裂,变形抗力大,需要大吨位(500吨以上)的锻压机械,也正因为设备和模具的高昂费用而导致产品成本极高。且因设备及模具费用高昂,除非大量生产否则成本过高。
下一期将对没有了!做详细介绍,如需了解更多新区型材散热器的信息,请持续关注。
铝型材散热器加工技术及锻造过程介绍由型材散热器生产销售厂家镇江新区电子散热器有限公司于 2023-03-14 08:45:55 整理发布。